Alljärgnev peaks olema teile abiks, et võiksite ise leida optimaalseid lõiketingimusi oma puutöö pinkides.
Kõigepealt mõisted selgeks.
Lõikekiirus ja etteanne lõikehamba kohta.
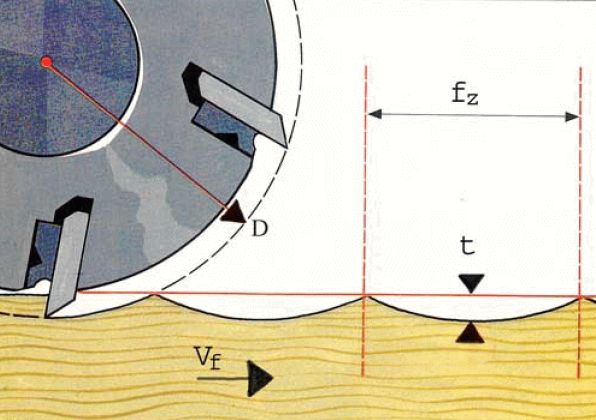
Tähtsad näitajad, milledest ei saa üle ega ümber: lõikekiirus ja etteanne hamba kohta. Mõlemad peavad olema optimaalsed konkreetsele lõiketerale ja tööpingile, seejuures kõrvalekalle etteande suurusest hambale toob pahandusi mõlemal juhul:
-liiga suure väärtuse korral halveneb lõikepinna kvaliteet (nähtavad kinemaatilised lained
-väga väikese väärtuse korral nürineb (ja võib kahjustuda) lõike-instrument
Suurt mõju omab ka madal lõikekiirus (alla 60 m/s) – selgelt suureneb puidukiudude lahtirebimine
Allpool optimaalsed arv-väärtused:
| MÕÕTTÄHISED | |
| D (mm) | Lõikeringi läbimõõt |
| n (1/min) | Spindli (lõikeriista) pöörete arv minutis |
| Vc (m/s) | Lõikekiirus |
| Vf (m/min) | Etteande kiirus |
| t (mm) | Lõikesügavus, ka kinemaatilise laine kõrgus |
| fz (mm) | Etteanne hamba kohta |
| z | Lõikehammaste arv |
| ARVESTUSVALEMID | |
| Vc | |
| D | |
| Vf | 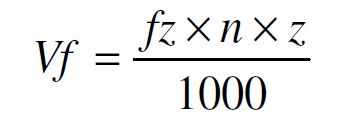 |
| fz |
| LÕIKEKIIRUS (Vc) – Freesimisel | |
| 50 … 80 m/s | pehme puit, HS-frees |
| 60 … 90 m/s | pehme puit, HW-frees |
| 40 … 60 m/s | kõva puit, HS-frees |
| 50 … 80 m/s | kõva puit, HW-frees |
| 60 … 80 m/s | plaatmaterjalid, HW-frees |
| 60 … 90 m/s | plaatmaterjalid, DP-frees |
| LÕIKEKIIRUS (Vc) – Saagimisel | |
| 60 … 100 m/s | pehme puit |
| 50 … 85 m/s | kõvad ja eksootilised puiduliigid |
| 70 … 100 m/s | vineer |
| 50 … 85 m/s | liimitud puitkilp |
| 50 … 80 m/s | MDF ja puitlaastplaat, katmata |
| 60 … 80 m/s | MDF ja puitlaastplaat, kaetud spooni või melamiiniga |
| 15 … 50 m/s | duroplastikud |
| 30 … 70 m/s | termoplastikud |
| 30 … 70 m/s | alumiinium profiilid |
| 20 … 30 m/s | alumiiniumi ja räni ühendid |
| ETTEANNE HAMBA KOHTA (fz) – Freesimisel | |
| 0,3 … 0,6 mm | väike laast, kõrge pinnakvaliteet |
| 0,7 … 2,0 mm | keskmine laast, hea pinnakvaliteet |
| 2,0 … 5,0 mm | jäme laast, rahuldav pinnakvaliteet |
| ETTEANNE HAMBA KOHTA (fz) – Saagimisel | |
| 0,7 … 1,0 mm | pikikiudu lahtisaagimine, jäme töötlus |
| 0,3 … 0,5 mm | pikikiudu lahtisaagimine, keskmine töötlus |
| 0,02 … 0,1 mm | ristikiudu saagimine |
| 0,05 … 0,25 mm | MDF ja puitlaast-plaatide saagimine |
| 0,03 … 0,1 mm | kaetud MDF ja puitlaast-plaatide saagimine |
| 0,05 … 0,25 mm | vineeri saagimine |
| 0,05 … 0,1 mm | alumiiniumi saagimine |
| ETTEANNE HAMBA KOHTA (fz) – Teemantfreesiga plaatmaterjalide (PLP ja MDF) töötlemisel CNC-keskustes | |
| 0,25 … 0,35 mm | serva töötlemine |
| ETTEANNE HAMBA KOHTA (fz) – Teemantinstrumendiga saagimisel ja freesimisel servaliinides (PLP ja MDF) | |
| 0,4 … 0,6 mm | serva sirge töötlemine |
| 0,15 mm | ettelõige |
| 0,10 mm | ettelõige koos purustamisega |
| 0,15 mm | topelt purustamine |
| 0,35 … 0,45 mm | soonte töötlemine keskmises kihis |
| 0,20 … 0,30 mm | soonte töötlemine välimises kihis |
| 0,80 … 1,20 mm | profileerimine |
| 0,80 … 1,20 mm | mõõtu saagimine |
| 0,10 …0,12 mm | plaadi lahtilõikus |
| LÕIKESÜGAVUS (ae) | |
| 0,001 … 0,005 mm | mööblitööstus; kõrge pinnakvaliteet |
| 0,004 … 0,01 mm | aknatööstus, höövelmaterjal; keskmine pinnakvaliteet |
| 0,01 … 0,6 mm | ehituspuit; rahuldav pinnakvaliteet |
| LÕIKEMATERJALID (tähistus Euro-normi EN 847-1 järele) | |
| SP | Legeeritud tööriistateras |
| HL | Kõrglegeeeritud tööriistateras |
| HS | Kõrglegeeritud kiirlõike teras |
| HW | Katmata kõvasulam-teras |
| HC | Kaetud kõvasulam-teras |
| ST | Stelliit |
| DP | Polükristalliline teemant (tehisteemant) |
Siin saate lihtsalt kontrollida oma näitajaid:
Teeme paar arvutusnäidet:
A. Vaja on lahti saagida melamiiniga kaetud puitlaastplaati.
Kasutada on saepink spindli kiirusega 1500 1/min ja HW-saeketas D=300 mm.
Kontrollime lõikekiirust Vc = (D x 3,14 x n) / (1000 x 60)
Seega Vc = (300 x 3,14 x 1500) / (1000 x 60) = 23,55 m/s
Optimaalne oleks 60…80 m/s -> järelikult peab spindli pöörlemiskiirus olema 4500 1/min
B. Punnlaudade hööveldamine nelikant-höövlis.
Spindlite pöörlemiskiirus 6000 1/min; soovitav etteande kiirus 25 m/min, freesid on HS-hammastega.
Kõigepealt leiame freeside hammaste arvu valemist etteanne hambale z = (vf x 1000) / (n x fz)
Võttes etteande hambale fz=1,0 mm:
Seega z = (25 x 1000) / (6000 x 1,0) = 4,16 -> piisab 4-hambalisest freesist.
Soovides saada parema kvaliteediga voodrilauda, võtame etteande hambale fz=0,7 mm:
Seega z = (25 x 1000) / (6000 x 0,7) = 5,9 -> vajame juba 6-hambalist freesi.
Loomulikult kehtib see kõik ainult hüdrauliliste kinnituste korral,
tavakinnitusega freesidega töödeldes saab kasutada hea höövelpinna saamisek kiirust vaid 10 m/min,
sõltumata tegelikust hammaste arvust.
Nüüd on vaja teada freeside läbimõõtu D. Selle leiame lõikekiiruse valemist vc=(D x 3,14 x n) / (1000 x 60)
Võttes lõikekiiruse vc=60 m/s
Seega D = (60 x 60 x 1000) / (3,14 x 6000) = 191,08 mm
Võttes D=180 ja kontrollides lõikekiirust: vc=56,5 m/s, mis on piisav pehme puiduliigi hööveldamiseks.
Parema tulemuse annab ilmselt D=200 -> vc=62,8 m/s
C. Punnlaudade hööveldamine kiir-höövlis.
Spindlite pöörlemiskiirus 6000 1/min; soovitav etteande kiirus 150 m/min, freesid on HS-hammastega.
Kõigepealt leiame freeside hammaste arvu valemist etteanne hambale z = (vf x 1000) / (n x fz)
Võttes etteande hambale fz=1,5 mm:
Seega z = (150 x 1000) / (6000 x 1,5) = 16,67 -> piisab 16-hambalisest freesist.
Loomulikult on antud hammaste arvu ja kiiruste puhul ainuvõimalik hüdrokinnitus ja “jointeri” kasutamine.
Antud hammaste arvu korral on min freeside läbimõõt D=240..260 mm.
Lõikekiirus vc=(D x 3,14 x n) / (1000 x 60)
Võttes D=250 ja kontrollides lõikekiirust: vc=78,5 m/s, mis on õige pehme puiduliigi hööveldamiseks.
D. MDF-plaadi vormi ja mõõtu freesimine CNC-keskuses.
Kasutada on ühekordne DP-otsfrees z=1+1; n=18000
Võttes alumise piiri – etteande hamba kohta 0,25 mm:
vf = (18000x1x0,25)/1000 = 4,5 m/min – minimaalne etteande kiirus
Võttes ülemise piiri – etteande hamba kohta 0,35 mm:
vf = (18000x1x0,35)/1000 = 6,3 m/min – maksimaalne etteande kiirus
Üha enam ja enam kohtame valesti (=vähe) pingutatuid teraplaate ja muid kinnitusi. Allolevad arv-väärtused aitavad ka selles osas selgust tuua
Tabelis on toodud erinevate kruvide nominaalsed kinnitusmomendid:
| KEERE | VÕTI | MOMENT Nm |
| TORX PEAGA POLT | ||
| M3 | Torx 9 | 2,3 |
| M3,5 | Torx 10 | 3,0 |
| M4 | Torx 15 | 4,2 |
| M4x0,5 | Torx 9 | 2 |
| M5 | Torx 20 | 9 |
| M6 | Torx 25 | 15 |
| SISEKUUSKANT POLT | ||
| M3 | SW1,5 | 0,8 |
| M4 | SW2 | 2 |
| M5 | SW2,5 | 3,5 |
| M6 | SW3 | 5,5 |
| M8 | SW4 | 9,5 |
| M10 | SW5 | 14,3 |
| M12 | SW6 | 30 |
| PINGUTUSMUTRIGA TOPELT-KEERMEGA SISEKUUSKANT POLT | ||
| M10 | SW6 | 60 |
| M12 | SW8 | 80 |
| M16 | SW10 | 100 |
| M20 | SW12 | 100 |